Mit einer kontinuierlichen Online-Feuchtemessung können Lebensmittelproduktionsbetriebe enorme Kosteneinsparungen erzielen.
Die Kenntnis des Feuchtigkeitsgehalts der im Lebensmittel- und Backprozess verwendeten Materialien ist zu einer der wichtigsten Komponenten in der Branche geworden, da viele der heute verkauften Rohstoffe auf dem Gewicht basieren. MoistTech-Feuchtigkeitssensoren ermöglichen einen schnellen Test des Feuchtigkeitsgehalts der Rohmaterialien des Herstellers und sparen den Betrieben viel Geld.
Unser Hauptaugenmerk liegt auf der Feuchtemessung, aber wir liefern auch Analysatoren für die kontinuierliche Online-Messung von Protein, Fett/Öl, Zucker, Gewürzen, Koffein und anderen Bestandteilen oder Elementen, die den NIR-Strahl absorbieren.
Die Messung und Kontrolle des Feuchtigkeitsgehalts kann unmittelbare Vorteile bringen:
- Senkung des Trocknerverbrauchs und der Energiekosten
- Korrekte Kontrolle des Einlaufs und des Trocknerausgangs
- Bessere Qualität des Endprodukts
- Konsistenz des Endprodukts
- 100%ige Produktkontrolle
Die NIR-Feuchtigkeitssensoren von MoistTech sind einfach einzurichten und zu verwenden und liefern sofortige und präzise Messungen, da keine Inhaltsstoffe bei der Handhabung verloren gehen. Sofortige Messungen ermöglichen den Herstellern Einsparungen bei den Analysekosten, Lieferzeiten und Versandkosten.
Es ist auch wichtig, den Feuchtigkeitsgehalt während der Mischphase im Lebensmittelherstellungsprozess zu kennen, da Wasser die Qualität und Konsistenz des Endprodukts beeinflusst. Schwankungen und überschüssige Feuchtigkeit in Mischungen können zu Verklumpungen und nicht spezifikationsgerechten Rezepturen führen. Die Prüfung der Lebensmittelfeuchtigkeit während dieser Zeit ermöglicht es, während des gesamten Mischvorgangs Anpassungen vorzunehmen, um den Feuchtigkeitsgehalt zu steuern.
Die Hersteller sind bestrebt, das beste Endprodukt herzustellen. Der Wassergehalt eines Produkts wirkt sich auf den Geschmack, das Aussehen, die Konsistenz, die Stabilität und die Haltbarkeit aus. Durch die Prüfung des Feuchtigkeitsgehalts des Endprodukts können die Hersteller sicherstellen, dass sie ein Produkt von höchster Qualität und Konsistenz erhalten.
Die Frage, ob das Endprodukt zu viel oder zu wenig Feuchtigkeit enthält, ist ein Hauptanliegen der Lebensmittelhersteller. Einige Lebensmittel werden nach Gewicht verkauft, was die Kosten senkt, den Fett-/Kaloriengehalt senkt und verhindert, dass das Produkt zu trocken ist. Die Zugabe von zu viel Wasser kann die Knusprigkeit beeinträchtigen, indem sie den Artikel schal schmecken lässt oder, was noch schlimmer ist, zum Wachstum von Bakterien/Schimmel beiträgt.
Die Messung des Feuchtigkeitsgehalts während des gesamten Prozesses ermöglicht den Lebensmittelherstellern auch Kosteneinsparungen bei Energie- und Brennstoffkosten sowie weniger Produktabfälle. Mit der kontinuierlichen NIR-Online-Feuchtigkeitsprüfung können Hersteller den Feuchtigkeitsgehalt überwachen, was wiederum eine präzise Steuerung von Öfen, Trocknern, Röstern und Friteusen ermöglicht, um den Produktionsprozess mit minimalem Energiebedarf zu optimieren.
Nahinfrarottechnologie und Lebensmittelproduktion
Obwohl die Entdeckung des Nahen Infrarot (NIR) William Herschel im späten 19. Jahrhundert zugeschrieben wird, erfolgte die erste industrielle Anwendung erst in den 1950er Jahren. Die NIR-Spektroskopie und -Bildgebung sind schnelle und zerstörungsfreie Analysetechniken, die chemische und physikalische Informationen über praktisch jede Matrix liefern. Die NIR-Spektroskopie kann uns auf ähnliche Weise wie sichtbares Licht etwas über ein Produkt verraten. Wenn Licht auf ein Produkt trifft, tritt es auf verschiedene Weise in Wechselwirkung. Durchgelassenes Licht durchdringt das Produkt, während rückgestreutes Licht vom Produkt reflektiert wird. Außerdem wird das Licht von dem Produkt absorbiert. Die Absorption ist der Schlüssel für die effektivste Analysetechnik zur Feuchtigkeitsmessung.
Ein entscheidender Aspekt
Die Installation eines Feuchtemesssystems macht sich sofort bezahlt, da die Betriebskontrolleure den geringeren Abfall, den geringeren Energieverbrauch und die insgesamt bessere Produktqualität sofort bemerken.
Achten Sie bei der Auswahl von Feuchtemesssystemen auf die Funktionen, die für Ihren Betrieb am vorteilhaftesten sind. Die besten Merkmale sind:
- Einmalige Kalibrierung: Vorkalibrierung des Sensors, damit er für Ihre spezifische Anwendung bereit ist
- Mehrere Anwendungen können gelesen werden: Das Feuchtemesssystem kann sich bis zu 50 verschiedene Anwendungen und Messwerte merken, so dass Sie einfach hin- und herschalten können, damit das Gerät erkennt, dass ein neues Produkt gelesen wird.
- Sofortige Ergebnisse: Der Sensor liefert Hunderte von Messwerten pro Sekunde, so dass der Benutzer sofort über den Feuchtigkeitsgehalt des Produkts informiert ist und die Trocknung besser oder schlechter steuern kann.
- Alle Geräte enthalten: Alles, was zum Betrieb des Sensors benötigt wird, ist im Lieferumfang enthalten, und die Software kann auf einer unbegrenzten Anzahl von Geräten installiert werden, was einen besseren Zugriff während des gesamten Prozesses ermöglicht.
- Modernste Technologie: Kontinuierlich erforschte und aktualisierte Technologie ermöglicht die genauesten Ergebnisse in der Feuchtemessbranche.
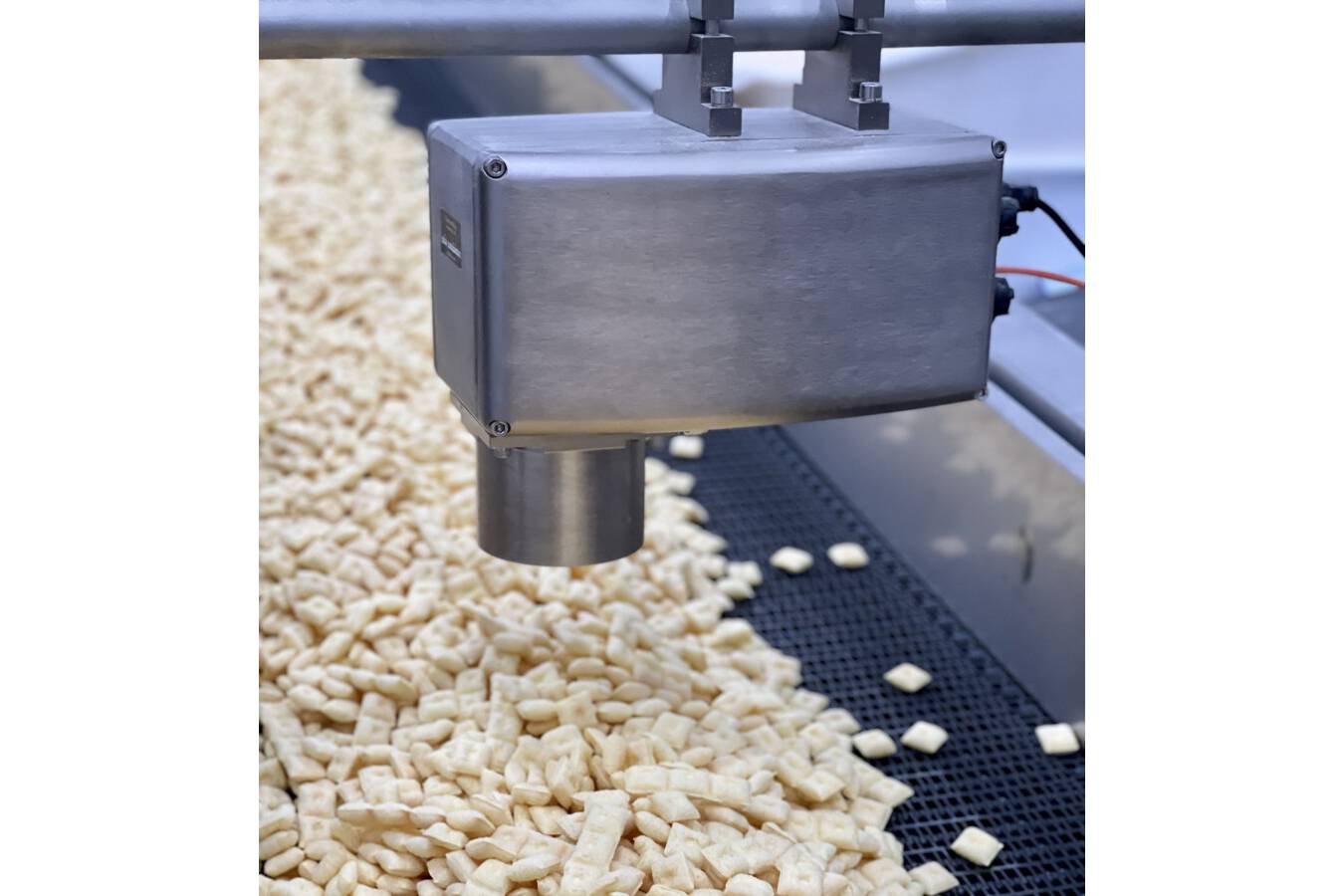
- Installation: Ideal für die Installation auf Ketten- und Schneckenförderern.
MoistTech ist sehr erfahren mit den Anforderungen bei der Herstellung von Lebensmitteln und Snacks. Unsere Sensorkalibrierungen, Messwellenlängen, Algorithmen und optischen Anforderungen an den Sensor werden im Werk voreingestellt. Die typische Genauigkeit liegt bei ±0,1% Feuchte. Der typische Analogbereich liegt bei 0-10% Feuchtigkeit. Die Ausgänge können zur Optimierung der SPS- oder Aufzeichnungsanforderungen angepasst werden.